




想要更直观地感受弯管中频弯管支持非标定制产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:弯管中频弯管支持非标定制的图文介绍


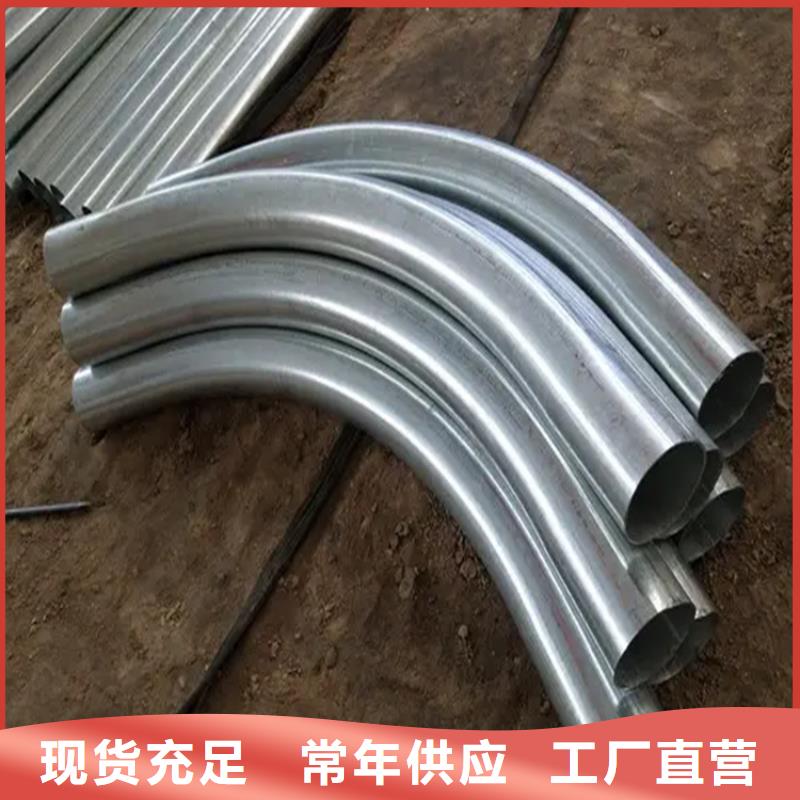
怎样了解弯头加工中对弧度的实际要求。目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。 怎样了解弯头加工中对弧度的实际要求 因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。 安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。 此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。



在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!

于型材弯管拉弯工艺特点及要求,1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。备料长度=弧长+2.1t,当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲弧长的要求:通常情况下不应超过弧度角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥8%;e=t/R内×=(R外-R内)÷R内×否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。


弯管仅适用于使用过程中的工业用途,用刷子取出酸洗液,擦拭焊缝和待处理表面,试擦20分钟后再刷,产品中的氧化皮和较低的空气温度可以适当延长其处理时间,不锈钢弯管在使用过程中,斑点或横向开裂现象主要是由材料基体中的夹杂物引起的。因此在生产过程中可以有效提高其材料的纯度,如果弯管存放时间较长,必须定期保存和检查,使用时应保持清洁,并及时污渍,存放地点应通风,不得堆放或放置在室外,弯管应始终保持其干燥和通风。使用时要按照其准确的储存方法储存并需要保持清洁以及整洁,安装时可以根据其连接方式直接安装在管道上。 弯管安装时应位于正确的位置,但一般情况下,可以随意安装在管道的位置,但在操作过程中,应方便简单,弯管的弯头应水平安装,并注意其密封性能,不得泄漏,如果有泄漏,会影响管道的运行,另外,弯截止阀、闸阀、球阀不是全关就是全开,不允许调节流量,会影响管道的密封性,加速磨损。



航萧管件有限公司主要生产: 赣州瑞金中频弯管。公司本着“客户至上”的理念,全力为 赣州瑞金中频弯管行业提供更优质的产品,更贴心的服务。公司不断从客户的切身利益出发,站在客户的角度,设身处地的为客户考虑,并结合以自身的专业知识,为客户设计出更合理的工艺品。同时,我们拥有实践经验丰富、高素质的设计、制造、安装队伍,能按客户所需,结合客户的实际情况,制造生产客户需要的产品。精心的设计、精湛的制造、精细的施工、的服务以及牧阳长期秉持的“让我们共同前进”的理念让本公司赢得了用户的长期认可和良好的社会信誉。


弯管生产加工公司是不是必须增加机器设备资金投入?无论是以中国還是海外,就现阶段的发展趋势状况来剖析得话,在热煨弯管生产加工生产流水线层面实际上全是向着向着大口径、大壁厚及其高钢级方位发展趋势。在具体工作中,也大部分全是选用高频电磁感应加热,微型机主要参数操纵的精益生产方式。下边人们就以某弯管生产加工公司来进行表明。 ,该生产商在中国该制造行业中具备一定的象征性,不但技术设备,有着好几条生产流水线,并且在诸多工程项目中完成了热煨弯管生产加工生产制造的每日任务。而现如今以便扩张生产规模,提高公司生产制造水准,必须导入一条的生产流水线。据统计,该生产制造先能够 完成较大生产加工直徑1620mm,壁厚40mm。 除此之外,在开展弯管生产加工工作的情况下,不但维持稳定,并且可以做到24米的放料长短。该系统软件的拐臂旋转、卡头开闭及其半经调整等应用的是液压传动系统,姿势靠谱。在加温层面也是选用的现如今更为的整流电源,输出功率调升便捷。 弯管生产加工公司是不是必须增加机器设备资金投入? 值得一提的是,此条生产流水线所应用的自动控制系统也十分强劲,该全自动自动控制系统功能齐全,所应用的关键操纵元器件间完成了现场总线通信,出示对外开放的网线端口,可以巨大的考虑公司对信息化管理和自动化技术的要求。并且工作台和控制箱也选用的是电子计算机控制系统,全线完成弯管生产过程智能化,彻底替代了人工服务实际操作。 从之上所剖析的內容看来,有效的弯管生产设备的资金投入成本费,将可以为制造业企业的具体工作中产生挺大的协助,另外还可以非常好的提高公司的整体实力水准。


